
{kind=link}
{kind=link}
{kind=link}

Aluminum barrier laminate serves as a multi-layered packaging material designed to shield sensitive products from moisture, oxygen, and light. Its structure, which combines thin aluminum with plastic layers, offers both durability and protection. Industries such as food packaging, pharmaceuticals, and electronics drive strong demand for ABL due to safety and shelf life needs.
The global market for aluminum barrier laminate tube reached USD 908.03 million in 2022 and is projected to grow at a CAGR of 5.80% to USD 1347.41 million by 2029.
| Industry | Description | Market Share |
|---|---|---|
| Packaging | High demand from food and beverage for safety and extended shelf life | High |
| Electronics | Reliable packaging for sensitive electronic components | Substantial |
| Automotive | Lightweight applications, especially in electric vehicles | Expanding |
| Pharmaceuticals | Protection for medicines, ensuring efficacy and safety | Significant |
Lami tube making machine plays a vital role in shaping and producing these tubes efficiently.
Key Takeaways
- Aluminum barrier laminate (ABL) offers superior protection against moisture, oxygen, and light, making it ideal for sensitive products in food, pharmaceuticals, and cosmetics.
- The multi-layer structure of ABL combines aluminum with plastic layers, ensuring durability while maintaining product integrity and extending shelf life.
- Sustainability is a key focus, as ABL can be recycled and supports eco-friendly packaging solutions, appealing to environmentally conscious consumers.
- Advanced manufacturing processes, including lami tube making machines, enhance the quality and efficiency of ABL production, ensuring high standards are met.
- Customization options in ABL design allow brands to tailor packaging to specific needs, enhancing visual appeal and brand recognition.
Aluminum Barrier Laminate Overview
Definition
Aluminum barrier laminate stands out as a multi-layered packaging material engineered for superior product protection. Manufacturers design it with several distinct layers, each serving a specific purpose:
- Composed of a multi-layer laminate structure.
- Contains an aluminum barrier layer that shields contents from moisture and oxygen.
- Includes a plastic inner layer, which adds flexibility and strength.
- Features a paperboard outer layer, providing a surface for branding and labeling.
This unique construction differentiates aluminum barrier laminate from other packaging materials. The aluminum layer acts as a formidable shield, while the plastic and paperboard layers contribute to durability and visual appeal. The combination of these materials results in a packaging solution that meets the needs of industries requiring both protection and presentation. The term aluminium barrier laminate is also used in some regions, reflecting the same advanced structure.
A comparison of structural features highlights the advantages of aluminum barrier laminate:
| Feature | Aluminum Barrier Laminate | Other Materials (e.g., PE) |
|---|---|---|
| Barrier Properties | Excellent against moisture, light, and oxygen | Poor barrier properties |
| Mechanical Strength | High due to composite structure | Varies, often lower |
| Flexibility | Moderate | Good |
| Environmental Impact | Reduced waste through integration | Higher waste due to multiple layers |
Function
The primary function of aluminum barrier laminate centers on providing exceptional barrier protection for sensitive products. This material outperforms many alternatives in several key areas:
- Aluminum foil delivers higher barrier properties against moisture, oxygen, and light compared to plastic laminates.
- It is the preferred choice in food packaging when maintaining shelf-life stability is critical.
- Aluminum-coated plastic laminates offer less efficient barrier protection than aluminum foil laminates.
Scientific studies confirm the effectiveness of aluminum barrier laminate in safeguarding products:
- Aluminum barrier foil protects against:
- Moisture: Prevents chemical breakdown and microbial growth.
- Oxygen: Reduces oxidation, preserving drug potency.
- Light: Shields sensitive drugs from destabilization.
- Contaminants: Blocks dust and airborne particles, ensuring sterility and safety.
- It surpasses plastics like PVC or PVDC in barrier protection.
- Aluminum foil meets global regulatory standards, including those set by the US FDA and EMA.
The structure of aluminum barrier laminate directly contributes to its outstanding performance:
| Aspect | Contribution |
|---|---|
| Oxygen Barrier | Metallized films provide exceptional oxygen barrier properties, reducing transmission by 97-99%. |
| Moisture Barrier | Significant improvement in moisture barrier properties, with a 90-95% reduction in transmission. |
| Light Protection | Reflective surface protects contents from light degradation. |
| Visual Appeal | Distinctive metallic aesthetics enhance shelf presence. |
| Extended Shelf Life | Oxygen and moisture barrier extending product freshness. |
| Material Reduction | Thinner packaging solutions compared to aluminum foil, reducing weight and energy consumption. |
- Extended shelf life: Maintains product freshness through effective barrier properties.
- Light protection: Blocks UV and visible light that can degrade sensitive products.
- Enhanced appearance: Provides a distinctive metallic look that improves shelf presence.
Sustainability initiatives continue to shape the future of aluminum barrier laminate. EVOH films, biodegradable coatings, and eco-friendly inks support recycling and waste reduction. These innovations align with the growing demand for sustainable packaging and help brands appeal to eco-conscious consumers. Thermal disengagement technology also enables more efficient recycling of metal-polymer multilayer materials, minimizing contamination and supporting a circular economy.
A custom selection of abl allows manufacturers to tailor the structure and properties to specific product requirements. This flexibility ensures that aluminum barrier laminate remains a preferred choice for packaging in industries where barrier protection, durability, and visual appeal are essential.
ABL Structure
Layer Composition
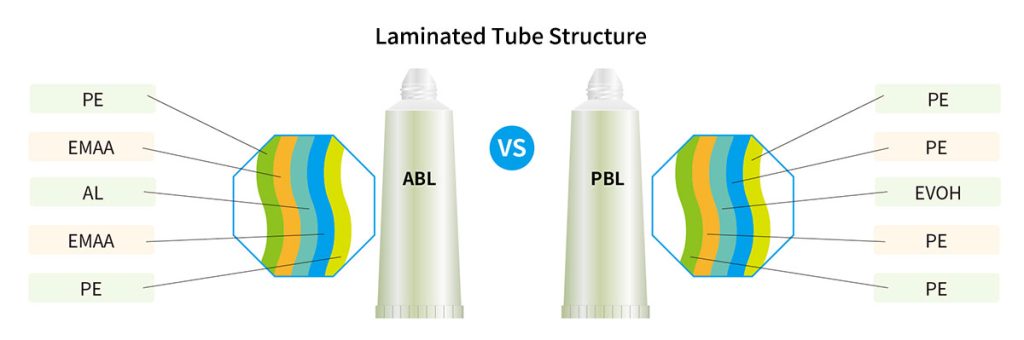
Aluminum barrier laminate uses a multi-layer structure to achieve its protective qualities. Each layer serves a specific function in maintaining product integrity and appearance. The typical composition includes:
| Layer | Composition Description |
|---|---|
| Outer Layer | Often made from plastic, providing a barrier against physical impacts and environmental factors. |
| Aluminum Layer | Acts as the primary barrier to oxygen, moisture, and light, preserving the product’s integrity. |
| Inner Layer | Generally composed of food-grade material, ensuring the product remains safe for consumption. |
This arrangement allows aluminum barrier laminate to combine barrier protection with visual appeal. The outer plastic layer supports branding and resists damage, while the aluminum layer blocks harmful elements. The inner layer ensures safety for products like cosmetics, pharmaceuticals, and food.
Thickness And Materials
The effectiveness of aluminum barrier laminate depends on the thickness and choice of materials for each layer. The aluminum layer typically ranges from 6μm to 50μm in thickness. This thin yet strong layer provides essential protection without adding unnecessary weight. The plastic layers often use materials such as PET, BOPP, heat-sealing film, antistatic film, and self-adhesive film. These materials enhance flexibility, sealing, and product compatibility.
| Aluminum Layer Thickness | Plastic Layer Materials |
|---|---|
| 6μm – 50μm | PET, BOPP, heat-sealing film, antistatic film, self-adhesive film, and other functional film materials. |
Manufacturers select these materials to meet the specific needs of each application. The careful balance of thickness and material choice ensures that abl tubes remain lightweight, durable, and effective.
Manufacturing
The production of aluminum barrier laminate involves several precise steps. Lami tube making machine plays a crucial role in shaping and assembling the laminated tube efficiently. The process includes:
- Material selection for aluminum, plastic, and barrier films.
- Printing and design using advanced technologies.
- Lamination of materials with heat and pressure to form a seamless tube.
- Extrusion of plastic layers for the inner and outer surfaces.
- Application of the aluminum layer for barrier protection.
- Adhesive bonding to maintain structural integrity.
- Curing and lamination through controlled heating and cooling.
- Cutting and shaping into individual tube bodies.
- Shoulder formation near the cap by folding and sealing.
Manufacturers conduct detailed quality checks and regular inspections throughout the process to ensure that each aluminum barrier laminate tube meets industry standards.
Laminated tube making machine helps maintain consistency and high output, making them essential for modern abl production. This advanced manufacturing process results in laminated tubes that offer superior protection and shelf appeal for sensitive products.
ABL Properties
Barrier Protection
Aluminum barrier laminate provides great barrier performance for a wide range of products. The barrier layer in abl tubes blocks moisture, oxygen, and light, which helps maintain shelf life and product quality. Manufacturers rely on aluminum barrier laminate for high-barrier protection, especially in food and pharmaceutical packaging. The aluminum layer acts as a shield against oxygen, preserving freshness and potency. This feature is essential for products that require longer shelf life and protection from contamination.
High-performing barriers are measured by oxygen transmission rates (OTR) and moisture vapor transmission rates (MVTR). Aluminum foil demonstrates extreme barrier properties, preventing the ingress of harmful elements. The multi-layer structure of abl also protects against environmental contaminants. Vacuum-sealed packaging using aluminum barrier laminate is ideal for anti-humidity applications.
| Barrier Type | Protection Against |
|---|---|
| Aluminum Foil | Moisture, Oxygen, UV Light |
| Multi-layer Laminate | Environmental Contaminants |
| Vacuum-sealed | Ideal for anti-humidity packaging |
- The aluminum layer acts as a barrier to oxygen, preserving product freshness.
- Essential for maintaining the potency and shelf life of food and pharmaceuticals.
- Protects against moisture, preventing spoilage.
- Protects against oxygen, enhancing product longevity.
- Shields from moisture, crucial for sensitive products.
- Blocks light and UV radiation, improving efficacy.
Aluminum barrier laminate stands out as a cost-effective packaging option that meets consumer demand for sustainable products. Its exceptional barrier properties support sustainable packaging solutions and eco-friendly packaging solutions, making it a preferred choice for brands seeking sustainable packaging.
Note: Aluminum barrier laminate helps extend shelf life and reduce food waste, supporting sustainable packaging solutions.
Durability
Durability remains a key advantage of aluminum barrier laminate. The multi-layer structure provides good barrier properties and mechanical strength, making abl tubes resistant to punctures and tears. Aluminum foil serves as the baseline for durability, while other barrier materials like MOPP and MPET offer reductions in metal and fossil depletion impacts.
| Material | Metal Depletion Impact | Fossil Depletion Impact | Global Warming Potential | Non-renewable Energy Impact |
|---|---|---|---|---|
| Aluminum Foil | Baseline | Baseline | Baseline | Baseline |
| MOPP | 71% reduction | 21% reduction | 50% of aluminum foil | 25% reduction |
| MPET | 52% reduction | 21% reduction | 50% of aluminum foil | 26% reduction |
- Aluminum is recognized as an excellent barrier against oxygen and moisture, particularly in applications like coffee capsules.
- The life cycle assessment of packaging materials must consider the impact on shelf life and food spoilage.
Abl tubes maintain their integrity under various environmental conditions, which helps prevent contamination and ensures product safety. The durability of aluminum barrier laminate supports longer shelf life and reduces the risk of damage during transportation and storage. This reliability makes aluminum barrier laminate a premium packaging choice for sensitive products.
Printability
Printability is another important property of aluminum barrier laminate. The outer layer allows for detailed logo designs and creative branding ideas. Aluminum foil laminated paper supports intricate graphics, which helps brands stand out on store shelves. Printed foil is widely used in food packaging because it preserves freshness and flavor while displaying branding and product information prominently.
| Printing Method | Description |
|---|---|
| Offset Printing | High-quality graphics for branding |
| Silk Screen Printing | Custom designs with vibrant colors |
| Hot Stamping | Adds a premium look to product information |
| Order Quantity | Printing Options |
|---|---|
| Starting from 5000 units | Custom branding with offset print options |
- Superior printability allows for intricate designs.
- Customization options enable brands to tailor their packaging.
- High-quality graphics enhance product visibility and appeal.
Aluminum barrier laminate supports sustainable packaging solutions by enabling brands to use eco-friendly inks and coatings. This feature aligns with consumer demand for sustainable products and helps companies meet their sustainability goals. The combination of great barrier performance and printability makes abl tubes a versatile and attractive choice for manufacturers seeking premium packaging.
Tip: Aluminum barrier laminate offers both extreme barrier properties and excellent printability, making it ideal for products that require protection and strong branding.
Aluminum Barrier Laminated Tubes Applications
Cosmetics
Cosmetics companies rely on aluminum barrier laminate for premium cosmetic packaging. This material protects sensitive formulations, such as whitening creams and anti-aging serums, from light, air, and moisture. The use of squeeze tubes made from aluminum barrier laminate extends shelf life and maintains product integrity. Brands often choose laminated tube designs with glossy or matte finishes to enhance shelf appeal and support brand differentiation.
| Key Characteristics | Advantages |
|---|---|
| Exceptional protection against light, air, and moisture | Superior barrier properties extend shelf life |
| Maintains product integrity over extended periods | Versatile for various industries, including cosmetics and pharmaceuticals |
| Customizable with glossy or matte finishes |
Aluminum barrier laminate offers a complete barrier, preserving the quality of cosmetics and supporting sustainable packaging solutions. The recyclable nature of aluminum also aligns with consumer preferences for eco-friendly cosmetic packaging. Companies benefit from the lightweight and durable structure, which reduces transportation costs and supports a premium image. Squeeze tubes made from aluminum barrier laminate provide a collapsible tube solution that ensures easy dispensing and minimal product waste.
ABL tubes provide exceptional barrier properties that enhance shelf life and maintain product integrity, making them ideal for sensitive cosmetic formulations.
Pharmaceuticals
The pharmaceutical industry represents a significant portion of the abl tubes market. Companies use aluminum barrier laminate to package medications for chronic diseases, topical gels, and ointments. The laminated tube structure protects products from oxygen, moisture, and heat, preserving potency and prolonging shelf life.
| Type of Tube | Barrier Against | Effect on Stability |
|---|---|---|
| Aluminum Tubes | Light, heat, moisture | Preserves potency and prolongs shelf life |
| Laminated Tubes | Oxygen, moisture, heat | Keeps pharmaceutical products stable and effective for longer periods |
The abl tubes market has seen a 9% increase in adoption within the pharmaceutical sector, driven by the need for contamination-free packaging solutions. Over 20% of new packaging laws now focus on reducing non-recyclable waste, influencing the design of aluminum barrier laminate tubes. These tubes meet strict regulatory standards and offer full recyclability, making them a safe and eco-friendly choice for pharmaceutical packaging. Squeeze tubes made from aluminum barrier laminate ensure products remain free from external contaminants and allow for easy, hygienic dispensing.
- ABL tubes have excellent barrier properties that protect against light, moisture, and oxygen.
- The aluminum layer ensures safety and efficacy by blocking contaminants.
- Flexible and durable squeeze tubes prevent punctures and tears.
Food and Chemicals
Aluminum barrier laminate finds widespread use in food and chemical packaging solutions. The abl tubes market includes applications such as condiments, sauces, pharmacy ointments, lubricants, greases, and gels. Laminated tube designs provide robust protection against oxygen, moisture, and light, ensuring product integrity and safety.
Aluminum barrier laminate meets international safety standards and offers several environmental benefits:
- Aluminum can be recycled indefinitely without losing its properties, reducing its carbon footprint.
- Recycling aluminum saves up to 95% of the energy required to produce new aluminum.
- Aluminum poses minimal risk to human health and the environment, unlike some plastics.
Squeeze tubes made from aluminum barrier laminate are ideal for food and chemical products that require extended shelf life and protection from contamination. The lightweight and durable structure supports efficient transportation and storage. Companies in the abl tubes market continue to innovate with recyclable designs and bio-based inner sealants, addressing environmental concerns and supporting sustainable packaging solutions.
| Industry | Common Applications |
|---|---|
| Pharmaceutical | Medication packaging for chronic diseases, topical medications, and gels |
| Food | Condiments, sauces, and other food products |
| Cosmetics | Whitening creams, anti-aging serums, and volatile active ingredients |
Conclusion

Aluminum barrier laminate offers strong protection against light, oxygen, and moisture, making it ideal for sensitive products in food, pharmaceuticals, and cosmetics. ABL tubes remain lightweight, durable, and recyclable, meeting modern sustainability goals. Recent advances in lami tube making machines have improved tube quality and efficiency. The market for ABL continues to grow as more industries seek reliable, high-barrier packaging solutions.
FAQ
What Makes Aluminum Barrier Laminate Different from Regular Plastic Packaging?
Aluminum barrier laminate uses a thin aluminum layer between plastic layers. This structure blocks moisture, oxygen, and light. Regular plastic packaging does not offer the same level of protection for sensitive products.
Can Aluminum Barrier Laminate Tubes Be Recycled?
Many recycling centers accept aluminum barrier laminate tubes. The aluminum and plastic layers can be separated using advanced recycling technology. Always check local recycling guidelines for specific instructions.
Why Do Cosmetic and Pharmaceutical Brands Prefer ABL Tubes?
Cosmetic and pharmaceutical brands choose ABL tubes because they protect products from air, moisture, and light. This protection helps maintain product quality and extends shelf life. The tubes also allow for attractive branding.
How Does the Manufacturing Process Ensure Tube Quality?
Manufacturers use laminated tube making machines for precise layering and sealing. Quality checks occur at each stage. This process ensures that every tube meets industry standards for safety and durability.
Are ABL Tubes Safe for Food Packaging?
Yes, ABL tubes meet international food safety standards. The inner layer uses food-grade materials. This design keeps food products safe from contamination and preserves freshness.