
{kind=link}
{kind=link}
{kind=link}

The core technology behind laminated tube making machine centers on advanced high-frequency welding. Manufacturers now integrate digital control, servo systems, and automation to achieve precise tube production. This technology delivers rapid, targeted heating and ensures strong, visually appealing seams essential for packaging. Key advancements include:
- Enhanced seam strength and airtightness through reliable welding
- Consistent tube appearance and high-speed output
- Compact, efficient equipment footprint
Compared to traditional methods, these innovations optimize material use, boost efficiency, and improve product quality.
Key Takeaways
- High-frequency welding heats tube edges quickly and precisely, creating strong, airtight seams essential for quality laminated tubes.
- Automation and digital controls improve production speed, accuracy, and safety while reducing errors and downtime.
- Laminated tube uses multiple layers of plastics and metals to protect contents from light, air, and moisture, enhancing durability and shelf life.
- Laminated tube making machine features modular designs and smart technology, allowing easy adjustments for different tube sizes and improving manufacturing flexibility.
- Future trends focus on smart automation, energy efficiency, and eco-friendly materials to boost product quality and support sustainable production.
Core Technology Overview
Key Components
A modern laminated tube welding machine relies on a sophisticated assembly of components that form the backbone of its core technology. These elements work together to deliver precise, efficient, and high-quality tube production. The primary components include:
- Power Supply: The system uses a three-phase power load, a DC motor for the roller, an AC motor for the air blower, and a 5 KW heater. This setup ensures stable and sufficient power for the entire production process.
- Drive System: A DC motor, paired with a heavy-duty reduction gearbox and pulley, drives the main shaft. This configuration provides the necessary torque and speed control for the tube welding machine.
- Heating System: Forced heating, delivered through air nozzles at the nips, enables rapid and uniform heating of the laminated material, which is essential for consistent welding.
- Control Panel: The control panel houses all electronic and electrical assemblies. It includes safety devices such as ELMCB and heavy-duty MCB, ensuring safe operation during the manufacturing process.
- Safety Devices: Overload relays protect critical components like oscillation tubes and rectifiers. Anti-spark protection and EMI filters minimize electromagnetic interference, safeguarding both the machine and the production environment.
- Tuning Mechanisms: Adjustable tuners and special protection circuits stabilize output power, reducing heating time and supporting process optimization.
- Optional Features: Some machines offer microcomputer PLC programming system control, which enhances operational flexibility and supports advanced manufacturing process optimization.
Note: These components collectively ensure operational efficiency, safety, and quality control throughout the tube production process.
The use of high-frequency induction generators stands out as a core technology in laminated tube manufacturing. This technology focuses heat precisely at the weld zone, which is vital for weld quality and process optimization. The following table summarizes how key parameters affect weld quality:
| Parameter | Effect on Weld Quality and Process |
|---|---|
| High-frequency induction welding | Heats only a small mass of metal at the faying edges, critical for weld quality. |
| Current flow paths | Controlled by skin effect and proximity effect; directing current mainly along faying edges improves heating efficiency. |
| Vee length | Short vee length minimizes electrical power and heat-affected zone; longer vee length increases heat conduction and can cause overheating at edges. |
| Coil position | Influences vee length and heat distribution; must be optimized for diameter and weld roll box size. |
| Coil length | Dictated by welder matching capabilities; shorter coils favor even power distribution and weld quality. |
| Work coil design | Proper design reduces losses and improves efficiency; poor design can degrade efficiency from 90% to below 60%. |
| Weld roll material | Non-magnetic or weakly magnetic rolls reduce unwanted heating from eddy currents, improving process stability. |
This table highlights the importance of precise control and optimization in the welding process, which directly impacts the quality and reliability of laminated tubes.
Automation and Control
Automation and digital control systems have transformed the production process in laminated tube manufacturing. Servo systems and advanced controllers synchronize every movement, ensuring accuracy and repeatability. Key features include:
- Servo motors provide high-precision control of cursor positioning, achieving alignment accuracy within ±1°. This precision is crucial for consistent tube welding and seam quality.
- Digital displays and PLC-based touch screens allow operators to adjust positioning angles quickly and accurately, streamlining the production process.
- Sensors monitor tube orientation and machine operation. If the system detects an error, it stops the machine and triggers alarms, preventing defects and ensuring safety.
- Servo-driven tube fillers rotate aluminum or plastic tubes into the correct position, supporting seamless integration with the automatic tube welder.
Servo systems also synchronize multiple axes of motion, such as cutting and feeding. Advanced motion controllers and servo drives align the feeder, linear unit, and blade drive, ensuring precise cuts and perfect tube alignment. Linear motors with minimal cogging and electronic cam profiles allow the cutting blade to move in sync with the laminated tube, preventing defects like spiral cuts. Real-time Ethernet communication and programmable motion profiles enable fine-tuning of speed ramps and cutting positions, which is critical for consistent tube length and quality.
Automation increases production throughput by enabling high-speed, reliable operation with minimal human intervention. Fully automatic laminated tube making machines operate at high speeds, reducing downtime and labor costs. Integration of Industry 4.0 technologies, such as IoT-enabled machinery and real-time monitoring, further enhances operational efficiency. Quick-changeover mechanisms and tool-less adjustments allow manufacturers to handle different tube sizes and materials efficiently, supporting rapid product launches and frequent changeovers.
Tip: Automation not only boosts production speed but also ensures consistent product quality, making it a cornerstone of laminated tube manufacturing.
The combination of core technology, advanced automation, and precise control systems enables manufacturers to achieve superior weld quality, optimize the production process, and maintain a competitive edge in the industry.
High-Frequency Welding Principles
Welding Process
High frequency welding forms the backbone of laminated tube production. The process uses induction coils to generate a high frequency current, typically between 10 kHz and 40 kHz. This frequency range is chosen because it concentrates the current at the tube’s edges, maximizing heating efficiency and controlling penetration depth. Operators position the induction coil about one to two tube diameters ahead of the weld point, creating a vee angle between 3 and 7 degrees. This setup optimizes heating and prevents defects such as arcing or buckling.
The impeder, a ferrite bar inside the tube, increases inductive reactance and directs more current to the faying edges. This improves heating efficiency and reduces current loss. During production, the system controls welding parameters like power, speed, and cooling time to ensure the edges reach the correct forge temperature. Forge rolls then apply pressure at the weld point, causing material flow and completing the weld. After welding, operators trim any upset metal to achieve a smooth finish.
Rapid heating in high frequency welding raises the strip edges to forging temperatures without melting. This solid-state process expels oxides and contaminants, resulting in a strong, uniform microstructure and high reliability.
Seam Strength and Appearance
Seam strength and appearance play a critical role in laminated tube production. Industry standards require seams to be solid and leak-free, ensuring high reliability and airtightness. Quality checks include inspecting seams for imperfections and conducting leak and pressure tests. After filling, manufacturers use crimping or heat sealing to guarantee airtight closure.
Invisible seams, achieved through overlap-free lateral welding, enhance the tube’s visual appeal. This allows for unlimited decoration and full 360-degree printing, supporting premium branding in cosmetics and pharmaceuticals. Seamless tubes avoid bulkiness and visual disruption, making them more attractive on shelves.
Common challenges in welding laminated tubes include layer separation and low radial load strength. Manufacturers address these by combining sewing with high frequency or thermal welding, using reinforcing tapes, and controlling electrode temperature. Proper safety measures, such as guards and controlled power settings, protect operators during production.
High frequency and high speed welding ensures strong, attractive seams, supporting both product integrity and marketability.
Laminated Tube Structure
Materials and Layers
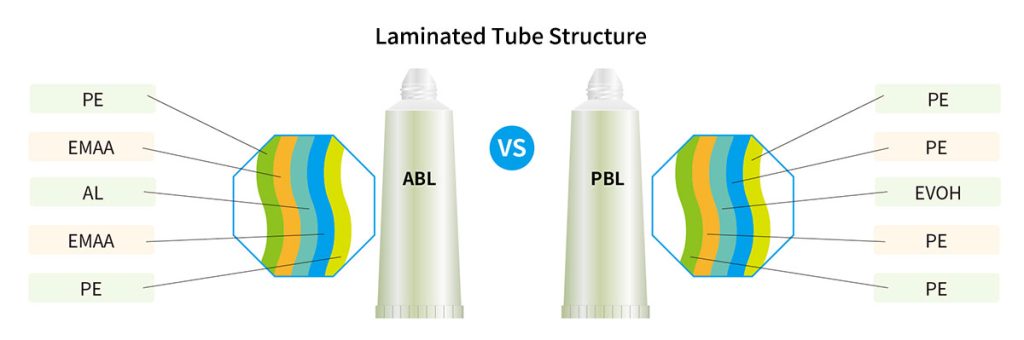
Manufacturers design laminated tubes with a multi-layer structure to maximize product protection and durability. Each tube typically contains several layers, combining plastics and metals to achieve specific barrier properties. The most common types include Aluminum Barrier Laminate (ABL), Plastic Barrier Laminate (PBL), and All Plastic Tube (APT). The following table summarizes their composition and key functions:
| Laminated Tube Type | Layer Composition | Key Properties and Functions |
|---|---|---|
| Aluminum Barrier Laminate (ABL) | Plastic – Aluminum – Plastic | Excellent barrier against light, air, moisture, odor, and flavor absorption; metallic sheen; less flexible; less recyclable |
| Plastic Barrier Laminate (PBL) | Plastic – Adhesive – EVOH – Adhesive – Plastic | Gas and oxygen barrier; good flexibility and recyclability; smooth, seamless appearance |
| All Plastic Tube (APT) | Three layers of plastic | No metal; holds shape; fully plastic; good flexibility and recyclability |
The outer layers often use polyethylene or polypropylene, which provide printability and surface durability. Inner layers use food-safe or pharmaceutical-grade plastics. Aluminum foil, when present, blocks light and air, making the tube suitable for sensitive or reactive contents. EVOH barrier offers gas and oxygen barriers while maintaining flexibility. Recent innovations, such as fully recyclable thermoplastic laminates, improve sustainability without sacrificing barrier performance. The multi-layer design increases tube strength and helps maintain product stability during storage and transport.
Multi-layer laminated tubes outperform single-material tubes in both barrier protection and durability. The combination of materials shields contents from light, oxygen, and moisture, while the structure resists physical damage.
Comparison with Laminated Busbar
Laminated busbar technology serves a different purpose than laminated tube construction. A busbar consists of multiple layers of conductive metal, usually copper or aluminum, separated by insulating films. Engineers use laminated busbar systems to manage high power density and ensure efficient energy distribution in electrical equipment. The design reduces stray inductance, supports high-frequency signal transmission, and improves overall system density.
In contrast, a laminated tube focuses on protecting contents from environmental exposure. The tube’s layered structure prioritizes barrier properties and printability, not electrical performance. While both products use a laminated approach, their applications diverge sharply. Laminated busbar systems must handle high current, minimize energy loss, and support high-frequency signal transmission. The welding process for a busbar often requires specialized techniques to maintain conductivity and mechanical strength under high power density conditions.
A laminated tube, on the other hand, relies on high-frequency welding to create airtight seams without compromising the barrier layers. The tube does not require the same electrical properties as a busbar. Instead, it must maintain product integrity and appearance. The density of materials in a busbar directly affects its energy handling and signal performance, while in a tube, density relates more to barrier effectiveness and durability.
Laminated busbar and laminated tube technologies both use layered construction, but their goals, material choices, and welding requirements differ significantly. Each addresses unique challenges in its respective industry.
Applications and Trends
Industry Uses
Manufacturers across many sectors rely on high-frequency welded laminated tube technology to meet demanding requirements for energy efficiency, durability, and space optimization. The largest consumers include:
- HVAC systems
- Automotive manufacturing
- Power generation
- Oil and gas
- Chemical processing
- Aerospace
- Healthcare
- Marine
- Construction and manufacturing
- Industrial sectors
These industries use laminated tubes in products such as air coolers, charge air chillers, condensers, evaporators, fluid coolers, gas coolers, oil coolers, radiators, refrigeration units, steam to air heat exchangers, and superheaters. The tube structure supports energy transfer and protects sensitive contents, making it essential for renewable energy systems and advanced heat exchange applications. Space optimization remains a priority, especially in automotive and aerospace, where compact tube assemblies allow for efficient energy management and integration with busbar systems.
Laminated tubes play a vital role in renewable energy installations, supporting solar thermal collectors and geothermal heat pumps. Their layered design ensures reliable energy transfer and long-term durability.
Smart Technology and Future
Recent advancements in smart automation have transformed laminated tube production. Enhanced automation reduces manual errors and simplifies operations through sensors and automatic adjustments for precise filling and sealing. Smart technology integration includes AI that predicts issues and optimizes machine performance, leading to reduced downtime and improved product quality. Energy efficiency improvements focus on machines consuming less power while maintaining high performance, supporting sustainability and cost reduction.
Advanced user interfaces with touchscreen controls enable real-time monitoring and easy troubleshooting, reducing operator training time and errors. Remote monitoring capabilities allow managers to track machine performance from anywhere, facilitating quick issue detection and better maintenance scheduling. The adoption of digital process control, including thermographic monitoring and AI-based defect detection, has improved defect management and process reliability, achieving accuracy rates above 92% in defect classification.
Manufacturers increasingly adopt modular design to meet diverse production needs. Modular production lines allow quick adjustments for tube sizes, materials, and precision requirements. The following table highlights the benefits of modular design:
| Feature | Specification | Benefit |
|---|---|---|
| Modular Design | Customizable modules | Enables adaptation to different production requirements, allowing rapid reconfiguration and customization of production line layouts, speed, and material compatibility. |
Modular systems support industries requiring hygiene and precision, such as pharmaceuticals and food packaging. They facilitate integration of advanced technologies and scaling production without extensive downtime. The market for high-frequency induction heating machines, including tube welding equipment, is projected to grow at a CAGR of approximately 4.54% from 2023 to 2030. Manufacturers focus on optimization of supply chains and balancing technological quality with operational flexibility.
The future of laminated tube manufacturing centers on smart automation, modular design, and digital process control. These trends drive energy savings, space optimization, and improved product quality, ensuring continued growth and innovation in the industry.
Conclusion

Manufacturers gain significant benefits by integrating high-frequency welding, digital control, and automation in laminated tube making machine:
- Automation increases production speed, minimizes errors, and improves workplace safety.
- Digital controls ensure precision, repeatability, and real-time error correction.
- Advanced technology supports consistent product quality and enables scalable, flexible production.
- Industry competitiveness rises through reduced costs, enhanced efficiency, and premium packaging capabilities.
Ongoing innovation in eco-friendly materials, smart packaging, and advanced printing technologies will continue to shape the future of laminated tube manufacturing.
FAQ
What is high-frequency welding in laminated tube production?
High-frequency welding uses induction coils to heat tube edges rapidly. The process creates strong, airtight seams. Manufacturers prefer this method for its speed, precision, and ability to maintain material integrity.
How does automation improve laminated tube manufacturing?
Automation synchronizes machine movements and controls quality. Servo systems and sensors ensure precise alignment and reduce errors. Operators benefit from faster production, fewer defects, and safer working conditions.
Which materials are common in laminated tubes?
Manufacturers often use aluminum, polyethylene, polypropylene, and EVOH. Each layer serves a specific function, such as providing barrier protection, flexibility, or printability.
Why is seam strength important for laminated tubes?
Seam strength ensures the tube remains leak-free and durable. Strong seams protect contents from contamination and extend product shelf life. Quality seams also improve the tube’s appearance.
Can laminated tube making machine support different tube sizes?
Yes. Laminated tube making machine features modular designs and quick-change mechanisms. Operators can adjust settings to accommodate various tube diameters and lengths with minimal downtime.