The 5-layer lami tube structure stands out in modern packaging for its precision and reliability. Each layer plays a crucial role in safeguarding sensitive products.
The 5-layer lami tube structure provides superior protection for sensitive products by blocking oxygen, moisture, and UV light.
Each layer of the tube serves a specific purpose, enhancing durability and maintaining product integrity throughout its shelf life.
Customization options in lami tubes allow manufacturers to tailor thickness and materials, meeting the unique needs of various industries.
Sustainability is a growing trend, with manufacturers focusing on eco-friendly materials and recyclable designs to meet consumer demand.
Advanced manufacturing technologies improve efficiency and quality, ensuring reliable packaging solutions for cosmetics and pharmaceuticals.
Lami Tube Structure Overview
Layer Composition
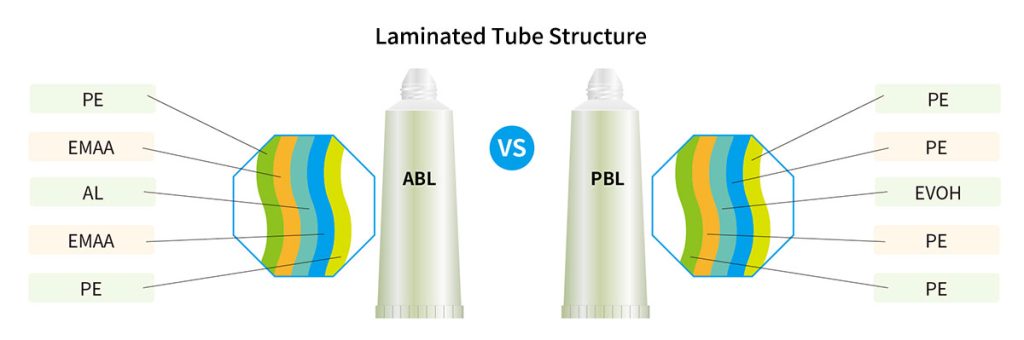
A lami tube structure features five distinct layers, each serving a unique function. The order of these layers starts with the outer layer, followed by an adhesive layer, a barrier layer, another adhesive layer, and finally the inner layer. This arrangement creates a robust multilayer system that enhances the durability and performance of laminated tubes.
Outer Layer: This layer provides the first line of defense against physical damage and environmental exposure. It often carries branding and product information.
Adhesive Layers: These layers bond the outer and inner materials to the barrier layer, ensuring the tube remains intact during use.
Barrier Layer: Positioned at the center, this layer blocks oxygen, moisture, and light, which is essential for sensitive products.
Inner Layer: This layer comes into direct contact with the product, maintaining its integrity and safety.
Laminated tube making machine plays a vital role in assembling these layers with precision. The advanced technology ensures each layer adheres correctly, resulting in a high-quality laminated tube.
Material Choices
Manufacturers select materials for each layer based on the product’s requirements. Polyethylene is a popular choice for both the outer and inner layers due to its flexibility and chemical resistance. The barrier layer often uses aluminum foil or EVOH (ethylene vinyl alcohol) to provide superior protection against external elements.
Laminated tubes can be customized in terms of thickness and composition. For example, a thicker barrier layer may be chosen for pharmaceuticals, while a thinner one might suit cosmetics. The multilayer laminated tube design allows for this level of customization, meeting the needs of various industries.
Note: Customization options in laminated tubes help brands achieve the right balance between protection and cost-effectiveness.
The use of a lami tube making machine ensures that each layer is applied with consistent thickness and quality. This precision supports the growing demand for reliable packaging in the cosmetics and pharmaceutical sectors.
Functions of Each Layer
Outer Layer
The outer layer serves as the first shield for the lami tube structure. This layer protects the tube from scratches, impacts, and environmental exposure. Manufacturers often use polyethylene for this layer because it resists chemicals and provides flexibility. The outer layer also acts as the canvas for branding, product information, and decorative finishes. Companies can print vibrant graphics and essential details directly onto this surface. This combination of protection and visual appeal makes the outer layer essential for both product safety and marketing.
Adhesive Layers
Adhesive layers play a vital role in bonding the different materials within the laminated tube. These layers ensure that the outer, barrier, and inner layers remain securely attached throughout the tube’s lifecycle. Studies show that strong interlayer adhesion is crucial for maintaining the structural integrity of laminated tubes. The adhesive layers prevent delamination, which keeps the tube intact during manufacturing, storage, and use. In addition, these layers contribute to the tube’s moisture resistance. By blocking water vapor from entering, the adhesive layers help preserve the quality of the product inside. This function becomes especially important in aluminium barrier laminate tubes, where moisture resistance is key to product protection.
Barrier Layer
The barrier layer sits at the core of the tube’s protective system. This layer blocks oxygen, moisture, and light from reaching the product. The effectiveness of the barrier layer far exceeds that of single-layer alternatives. The following table highlights its performance:
Manufacturers use materials such as ethylene vinyl alcohol (EVOH), polyvinylidene chloride (PVDC), and aluminum foil for this layer. These materials offer low permeability rates, which means they provide excellent protection against external threats. For example, EVOH is highly effective against oxygen for PBL tube, while aluminum foil delivers superior air and vapor barriers for ABL tube. The barrier layer’s performance ensures that sensitive products, such as pharmaceuticals and cosmetics, remain stable and safe throughout their shelf life. In laminate tubes, this layer is essential for maintaining product integrity.
Inner Layer
The inner layer comes into direct contact with the product. This layer must be chemically inert and safe for use with a wide range of formulations. Polyethylene is a common choice because it does not react with most ingredients. The inner layer also provides a smooth surface, which helps with easy dispensing and prevents product residue from sticking. By maintaining the purity and consistency of the contents, the inner layer supports both product safety and user satisfaction.
Tip: Each layer in a 5-layer lami tube structure works together to deliver maximum protection, durability, and visual appeal. This synergy ensures that products reach consumers in optimal condition.
Benefits of 5-Layer Design
Product Protection
The 5 layer structure in aluminium plastic laminated tubes offers significant advantages over 2-layer and 3-layer alternatives. Manufacturers design these tubes to provide superior barrier protection, which shields products from oxygen, moisture, and light. This protection preserves the integrity and efficacy of sensitive formulations. The multilayer approach ensures durability and flexibility, making plastic laminated tubes ideal for travel and daily use. The following table outlines how each layer contributes to product protection in cosmetics and pharmaceuticals:
Layer Type
Function
Outer Layer
Provides durability and branding possibilities (often made of LDPE or HDPE).
Adhesive Layer
Ensures strong bonding between layers.
Barrier Layer
Prevents oxidation and preserves active ingredients (EVOH or Aluminum Foil).
Adhesive Layer
Additional bonding for structural integrity.
Inner Layer
The product-contact layer, ensuring compatibility with the formula.
This structure effectively prevents oxidation, moisture, and UV exposure, which is critical for maintaining the stability of sunscreens and other sensitive products.
Shelf Life
Aluminium plastic laminated tubes extend shelf life by blocking external contaminants. The barrier layer, often made of EVOH or aluminum foil, keeps active ingredients stable and prevents degradation. Plastic laminated tubes maintain product freshness longer than single-layer tubes. Brands in the cosmetics and pharmaceutical industries rely on this technology to ensure their products remain safe and effective throughout their intended lifespan. The lami tube structure supports the preservation of creams, gels, and ointments, reducing the risk of spoilage.
Note: The use of a laminated tube making machine allows manufacturers to customize material blends and layer thickness, resulting in consistent quality and enhanced shelf life for each laminated tube.
User Experience
Consumers benefit from the advanced design of aluminium plastic laminated tubes. The multilayer construction provides flexibility and ease of use, allowing for convenient dispensing and travel-friendly packaging. High-quality printability supports vibrant, customizable designs that attract attention on store shelves. Airtight seals and UV resistance protect sensitive formulas from degradation, improving user satisfaction. The following table highlights key features and benefits:
Provides superior barrier protection, preserving product integrity.
Flexibility & Ease of Use
Allows for convenient dispensing and is travel-friendly.
High-Quality Printability
Supports vibrant, customizable designs that attract consumers.
UV Resistance & Airtight Seals
Protects sensitive formulas from degradation.
Lami tube making machineplays a crucial role in achieving these benefits. By blending different plastic resins and ensuring uniformity, manufacturers produce plastic laminated tubes with enhanced impact resistance and UV protection. This consistency leads to a better user experience and reliable product performance.
Future Trends
Sustainability
Manufacturers in the packaging industry are shifting toward eco-friendly solutions for 5-layer lami tubes. They focus on recyclable and sustainable options to meet environmental standards. Companies now use bio-based and recyclable materials, moving away from conventional plastics. Plant-derived polymers and recyclable structures are gaining popularity. Lightweighting initiatives help reduce material usage while maintaining barrier strength, which supports sustainability goals.
Recyclable and eco-friendly materials, such as post-consumer recycled plastics and bioplastics, are becoming common in closures and tube bodies.
Squeeze laminated tubes offer more sustainability than traditional glass or metal tubes. They are lightweight and can be made from recyclable materials like polyethylene, polypropylene, and aluminum.
Manufacturers respond to environmental regulations by developing biodegradable polymers, recycled-content laminates, and recyclable multilayer structures. They invest in lightweighting techniques and post-consumer recycled materials. These efforts align with global plastic pacts and ESG frameworks, appealing to environmentally conscious consumers.
Note: Recycling rates for multilayer packaging remain low due to sorting complexities. Innovative recycling processes are still developing, which creates a gap between packaging innovation and recycling capabilities.
Innovations
Recent advances in lami tube structure and manufacturing technology have transformed the industry. Automation and digital controls reduce labor and errors, minimize downtime, and increase production speed. Energy-efficient machinery lowers operational expenses, while high-speed production increases output and reduces unit cost.
Efficiency Feature
Impact on Cost
Automation
Reduces labor and errors
Digital controls
Minimizes downtime
Energy efficiency
Lowers operational expenses
High-speed production
Increases output, lowers unit cost
Manufacturers now customize tubes to match brand identities, enhance durability, and improve barrier properties. Tubes reach global markets, showing strong demand. Smart packaging technologies, such as QR codes and NFC tags, provide consumers with product information and recycling guidelines. Energy-efficient and eco-friendly machinery designs help reduce carbon footprints. Automation and smart control systems boost operational efficiency. Flexible equipment handles multiple tube types and sizes, meeting diverse market needs.
Tip: The integration of IoT and data analytics enables predictive maintenance and performance tracking, supporting consistent quality and reliability.
Conclusion
The lami tube structure delivers reliable protection for sensitive products. Each layer plays a unique role in maintaining durability, safety, and product integrity. Recent studies highlight several advantages:
A 5-layer lami tube is a packaging tube made from five distinct layers. Each layer serves a specific function, such as protection, bonding, or providing a barrier against moisture and oxygen.
Why Do Manufacturers Use Multiple Layers?
Manufacturers use multiple layers to enhance product protection. Each layer blocks different threats, such as light, air, or moisture. This design helps keep products safe and fresh for longer periods.
Which Products Benefit Most from Lami Tubes?
Cosmetics, pharmaceuticals, and food products benefit most from lami tube line. These products often require strong barriers to maintain quality and prevent contamination.
How Does Lami Tube Making Machine Improve Quality?
Lami tube making machine ensures precise layer placement and consistent thickness. This accuracy results in reliable tubes that protect sensitive products and support high production standards.
Can Lami Tubes Be Recycled?
Many lami tubes use recyclable materials. Some manufacturers design tubes for easier recycling by selecting compatible plastics or using eco-friendly materials. Always check local recycling guidelines for specific instructions.
If you are interested in our Lami Tube making machine, please fill out below form, or send email to info@lamitubemakingmachine.com.



{kind=link}
{kind=link}
{kind=link}